
A modular belt conveyor is a modern conveyor solution designed to provide smooth, reliable, and efficient material handling across various industries. Unlike traditional conveyor belts, this system uses interconnected plastic modules that form a continuous conveying surface. The unique structure of a modular belt conveyor offers greater flexibility, durability, and ease of maintenance, making it a preferred choice for industries such as food processing, packaging, logistics, pharmaceuticals, and manufacturing.
What is a Modular Belt Conveyor?
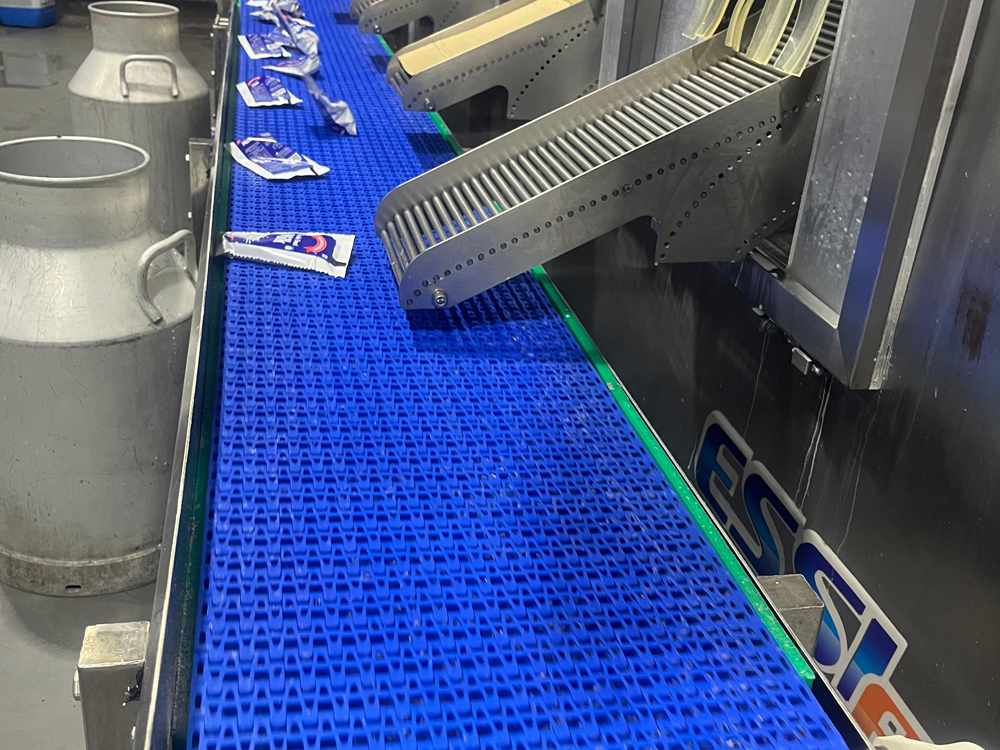
A modular belt conveyor is a conveyor system made from individual plastic modules linked together with hinge rods. These modules create a strong and flexible belt capable of carrying products of different shapes and sizes. The conveyor operates using sprockets that drive the modular belt smoothly along the conveyor frame.
One of the biggest advantages of a modular belt conveyor is its ability to operate in straight paths, curves, inclines, and declines. This flexibility allows businesses to design conveyor layouts according to available space and production requirements.
Key Features of Modular Belt Conveyor
The most important feature of a modular belt conveyor is its modular construction. Since the belt is made of separate interlocking sections, damaged modules can be replaced individually without changing the entire belt. This reduces maintenance costs and downtime.
Another major feature is durability. A modular belt conveyor is designed to withstand heavy loads, moisture, chemicals, and temperature variations. The plastic modules are resistant to corrosion and wear, making them suitable for demanding industrial environments.
The open-surface design of many modular belts allows easy cleaning and proper airflow. This makes the modular belt conveyor highly suitable for industries that require hygiene and cleanliness, especially food and beverage processing.
The conveyor also offers excellent grip and stable product movement, reducing the risk of slipping or product damage during transportation.
Applications of Modular Belt Conveyor
The modular belt conveyor is widely used in industries where flexibility and hygiene are essential. In food processing plants, it is used for transporting fruits, vegetables, bakery products, meat, and packaged foods safely and efficiently.
In the packaging industry, a modular belt conveyor helps move products between filling, labeling, sealing, and packing stations. Warehouses and logistics centers use these conveyors for sorting and handling packages efficiently.
Pharmaceutical industries prefer the modular belt conveyor because of its easy-to-clean design and reliable operation. Manufacturing facilities also use it for moving components and finished products through different stages of production.
Benefits of Using Modular Belt Conveyor
One of the biggest advantages of a modular belt conveyor is flexibility. The system can easily adapt to complex layouts, curves, and elevation changes, allowing businesses to maximize floor space.
Another benefit is easy maintenance. Since individual modules can be replaced separately, repair time is reduced significantly. This improves productivity and minimizes operational interruptions.
A modular belt conveyor also offers excellent durability and long service life. The strong plastic modules resist rust, corrosion, and impact damage, making the system highly reliable.
Additionally, the conveyor improves workplace efficiency by automating material movement and reducing manual handling. This increases productivity while lowering labor costs and reducing the risk of workplace injuries.
Maintenance and Care
Maintaining a modular belt conveyor is relatively simple. Regular cleaning helps maintain hygiene and prevents debris buildup. Periodic inspection of sprockets, hinge rods, and modules ensures smooth operation.
Proper lubrication of moving parts and timely replacement of worn modules help extend the lifespan of the conveyor system and maintain optimal performance.
Conclusion
A modular belt conveyor is a highly efficient, durable, and flexible material handling solution for modern industries. Its modular design, low maintenance requirements, and adaptability make it ideal for a wide range of applications. By implementing a modular belt conveyor, businesses can improve workflow efficiency, reduce downtime, and achieve reliable and hygienic product transportation in demanding industrial environments.



Write a comment ...